



Заточка фрез по металлу и дереву: как правильно заточить концевой, торцевой и конический инструмент
- Виды режущих элементов
- Материал фрез
- Геометрия зубьев резца
- Область применения
- Технические характеристики станка для заточки
- Особенности конструкции
- Достоинства и недостатки применения прибора при заточке спиральных, дисковых и прочих фрез по дереву, металлу
- Процесс на станке: как правильно точить фрезы по дереву и металлу
- Процесс ручного затачивания по типу резца
- Заточка цилиндрических фрез
- Контроль качества работ
При производственном процессе во время работы с металлическими или деревянными заготовками, важной частью являются станки. Они оснащены режущими элементами. Разновидностей инструментов множество – несколько тысяч наименований, различных по предназначению, форме, типоразмеру. И приобретение каждый раз новой оснастки в тот момент, когда затупилась кромка, – это экономически невыгодно. А работать с тупым резцом – значит либо его вовсе сломать, либо повредить само оборудование, испортить образец. Поэтому необходима регулярная заточка фрез по металлу или дереву, а как заточить инструмент разного типа (концевой, торцевой, конический, дисковый и пр.) и под каким углом – расскажем в этой статье.
Виды режущих элементов

Фрезерная обработка – тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают оснастку, ориентируясь на разные нужды. В зависимости от обрабатываемого материала, бывают:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Вторая важная особенность – это предназначение, различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также при покупке изделий обычно первым делом называют форму резца, он может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.

Сложно перечислить все виды, поскольку для каждой процедуры фрезерования может быть куплен или даже выточен самостоятельно свой инструмент. Всего наименований насчитывается несколько десятков тысяч, и их номенклатура постоянно растет вместе с увеличением производственных потребностей. В каждой разновидности режущее основание достаточно большое по протяженности, вне зависимости от того, как оно расположено. Поэтому очень сложно обеспечить правильное и равномерное затачивание. Иногда для этого нужны специальные инструменты, в других случаях больше подходит скрупулезное шлифование руками. Отсутствие опыта или выполненная плохо по иным причинам работа может привести к образованию на режущей кромке сколов, царапин и трещин на поверхности.
Материал фрез

Прежде чем приступать к затачиванию, обязательно узнайте, из чего инструмент был изготовлен. Это могут быть следующие материалы:
- Алмаз – самый прочный минерал естественного или искусственного происхождения оставляет ровный срез, используется не так часто по причине дороговизны, высокоэффективен на производстве с повышенным классом точности.
- Металлокерамика. К преимуществам можно отнести высокую износостойкость, а также то, что керамика практически не нагревается (металл с низкой температурой плавления не деформируется), а также фактически не забивается стружками.
- Сплавы повышенной твердости. Их достоинство очевидно – они очень твердые, поэтому ими можно обрабатывать металлы с высокой прочностью.
- Быстрорежущая сталь. Обычно изготавливаются с большим содержанием вольфрама и/или молибдена. Используется стойкость марок Р9, Р12 и Р18.
- Углеродистая инструментальная. Применяется не очень часто, поскольку эксплуатация такого типа фреза возможно исключительно на невысоких скоростях для предотвращения деформаций.
- Легированная. Также допускается нечасто – для фасонных резцов, которыми нужно обрабатывать заготовку на невысоких оборотах.
- Твердые сплавы. Их можно использовать на скоростном режиме, который в 5-10 раз превышает темп быстрорежущих резцов. При этом они не теряют качество разреза и могут быть применимы даже при температуре более 80 градусов. Этого позволяют достичь титан, кобальт, вольфрам и другие элементы в составе. Заточка твердосплавных фрез производится по обычным принципам, к тому же одного инструмента хватает на больший объем работы.
Геометрия зубьев резца

Даже самые сложные задачи металлообработки могут быть решены с помощью особой конфигурации – этим обеспечивается прорезка торцевых элементов разной формы, например, буквой «Т».
Интересно геометрическое решение спиральной фрезы. Наклон зубьев может быть различным, это определяет суть операции (чистовая или черновая), а также шаг нарезки. Малым углом считается до 35 градусов, а большим, соответственно, более 35. Стандартное исполнение – наклон в 38°.
Область применения
Металлообработка и деревообработка настолько распространенные процедуры, что практически нет отраслей производства, где бы в какой-либо мере ни применялись станки. Сейчас самое лучшее оборудование – с ЧПУ. Они наиболее точные, быстрые и энергоэффективные. Закупить их можно на сайте https://stanokcnc.ru/.
Сферы использования фрезерования:
- производство оборудования;
- изготовление труб и металлопроката другой фасовки;
- аэрокосмические заводы;
- мебель и предметы интерьера;
- крепежи и метизы;
- автопром и многое другое.=
Различаются по области применения в зависимости от назначения, посмотрим на изображении:

Как правильно заточить фрезу по металлу: несколько способов
Основная задача – обработать с двух сторон криволинейную поверхность, обладающую большой протяженностью. При этом режущим инструментом является абразивное вещество. Оно должно быть направлено непосредственно вдоль кромки (под верным углом).
Как затачивать с помощью станка

Технологически данный процесс происходит в несколько этапов:
- Закрепление инструмента в нужном положении в подвижной части станины.
- Поднесение режущего элемента к вращающемуся абразивному кругу до появления равномерного искрения.
- Обрезка металлического слоя, шириной до 50 мкм.
При этом требуется выполнять следующие рекомендации:
- Каждый зуб нуждается в отдельном затачивании.
- Движение должно происходить от начала борозды до внешнего края.
- Все циклы нужно проводить одинаково, чтобы добиться полного единообразия в режущей кромке.
Как затачивать фрезы с помощью кругов для заточки
Это специальное оборудование, насадка которого из абразивного вещества и представляет собой замкнутую ленту:

Особенность обтачивания заключается в правильном выборе материала. Какие продают абразивы:
- Белый или классический электрокорунд. Применяется чаще всего для обыкновенных резцов по дереву или металлу.
- Эльбор – хорошо обрабатывает быстрорежущую сталь.
- Карбид кремния или алмаз (натуральный, синтетический) прекрасно справляется с твердосплавными изделиями.
Рекомендация: применяйте охлаждающие смазки для того, чтобы снизить термическое влияние силы трения.
Подручными средствами
Для этого нужно самодельное приспособление или стол для ручного фрезера.

Алгоритм действий:
- Используя специальную жидкость, необходимо очистить поверхность инструмента от нагара. Для этого нужно поместить резец в емкость и оставить его там отмокать на 3 мин., затем очистить грубой щетиной.
- Применяя алмазный брусок, обточить кромку спереди, чтобы было обеспечено продольное движение.
- Протереть готовую оснастку мягкой тряпкой для устранения металлической пыли.
Технические характеристики станка для заточки

При приобретении специального оборудования нужно внимательно отнестись к следующим показателям:
- Питание от 220 В или 360 В.
- Потребление от 200 до 5000 Вт.
- Шпиндель вращается без нагрузки на оборотах от 900 до 3000 в минуту.
- Необходимый класс точности.
- Скорость подачи абразивного круга.
- Приводной механизм – бывает ручной или электрический.
- Какого угла можно достичь.
- Есть ли емкости для воды или иной охлаждающей жидкости.
- Наличие вентилятора.
- Уровень шума, который создает станок.
- Качество защитного кожуха, его прочность.
- Напольная или настольная разновидность.
Особенности конструкции

Классическая комплектация оборудования:
- привод – электрический двигатель;
- ремни и иные элементы клиноременной передачи, с помощью которых можно регулировать частоту вращения;
- круг, кольцо с нанесенным абразивом;
- полочка или иная подставка для крепления оснастки;
- автоматическая коробка запуска, а также переключения скоростей.
Достоинства и недостатки применения прибора при заточке спиральных, дисковых и прочих фрез по дереву, металлу

Отметим плюсы:
- высокая скорость металлообработки;
- хорошая точность;
- достигается и поддерживается оптимальное качество режущей кромки (грубо говоря, она острая);
- процесс обладает высокой автоматизацией, в результате чего предусматривается простое управление.
Есть и минусы:
- электроэнергия потребляется в большом количестве;
- цена такого станка достаточно высокая;
- необходимо постоянное место для установки;
- потребность в регулярном обслуживании.
Правила безопасности

Соблюдайте рекомендации:
- работайте исключительно на налаженном оборудовании;
- обеспечьте хорошее заземление во избежание возможных ударов током;
- подумайте о предотвращении возгорания (никаких легковоспламеняющихся объектов рядом со снопом искр) и о тушении пожара;
- используйте индивидуальные меры защиты.
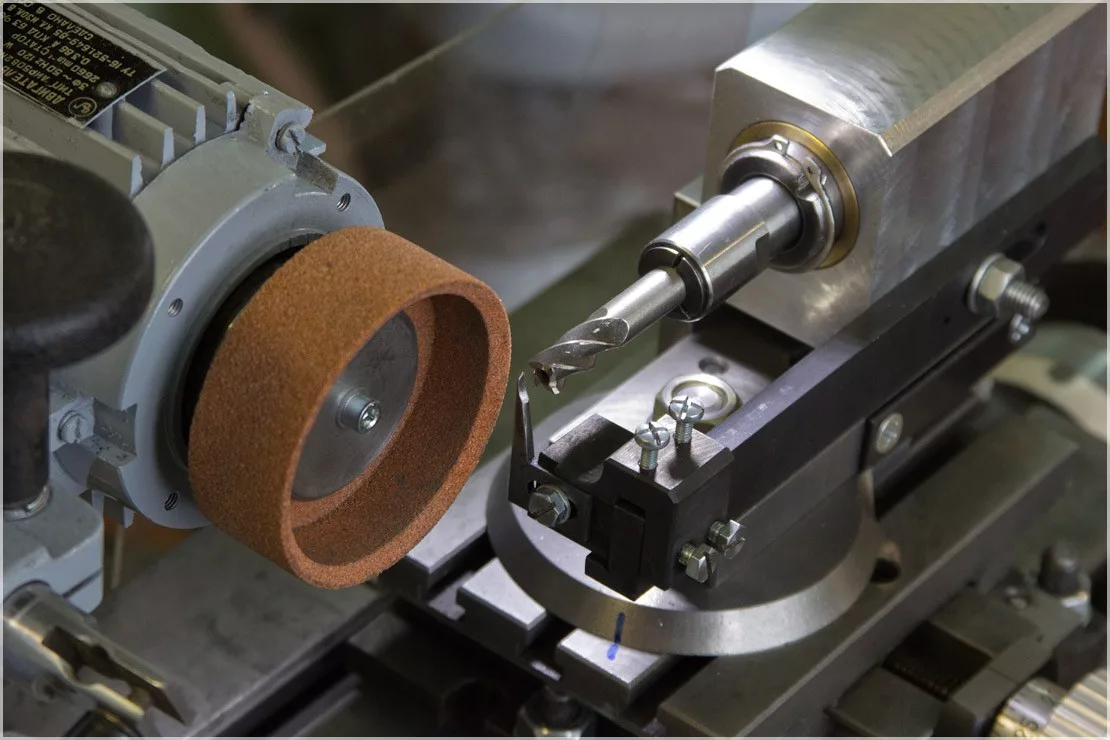
Процесс на станке: как правильно точить фрезы по дереву и металлу

Внимательно посмотрите на оба зажимных патрона, один из них предназначен для установки резца с двумя или четырьмя заходами, а второй – для трехзаходового. При обработке уделите внимание точности и равномерности, правильная работа обеспечит увеличение срока эксплуатации.
Заточка по ленточке

Сперва подберите цанговый патрон для зажима, который соответствует диаметру инструмента, и нужное гнездо стакана. Цангу следует завести в него и затянуть гайкой.
Затем с помощью вкручиваемых винтов отрегулировать расстояние ленточки для металлообработки. Размер можно менять благодаря перемещению вниз дна гнезда. А на нужном месте просто закрутить винтовые соединения.
Далее в патрон помещается резец, а также задается необходимый наклон заточки. Крепление производится с помощью канавок и штифтов.
Уже после включения подачи можно регулировать движение и слой снятия металла.
Заточка отрезной фрезы по торцу

На станке для этих целей есть специальное отдельное гнездо, помещаем в него инструмент. Причем выбор патрона зависит от того, насколько жесткий материал – чем выше прочность, тем больше гнездо. Обработка элемента производится вплоть до полного прекращения шума. Затем предмет переносится в другое крепление для металлообработки с торцов и с задней стенки.
Процесс ручного затачивания по типу резца
.jpg")
Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые
.jpg")
Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
Заточка концевых (пальчиковых) фрез

Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг. Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла.
Заточка цилиндрических фрез
Форма цилиндра используется чаще всего. Применяются чашечные круговые абразивы. На станок нужно закрепить оснастку по центру. Располагать его относительно вращающегося круга следует горизонтально и чуть ниже оси. Обязательно зафиксируйте положение с помощью упора.

Твердосплавные
Сперва используется шлифование, в процессе могут образовываться микротрещины. Для их устранения применяется доводка с задачей – убрать слой, который был поврежден. Для этого используются чугунные диски, которые вращаются на скорости 1,5 метра в секунду. В роли абразива применяется карбидная мелкодисперсная паста.
Контроль качества работ

Готовый инструмент должен соответствовать по нескольким параметрам:
- точность геометрических размеров;
- отсутствие ударов и шумов;
- чистота.
Для того чтобы проконтролировать результат, можно использовать угломер.
В качестве завершения темы посмотрим видео про заточку фрез по металлу:
